企业资料通过认证
企业资料通过认证







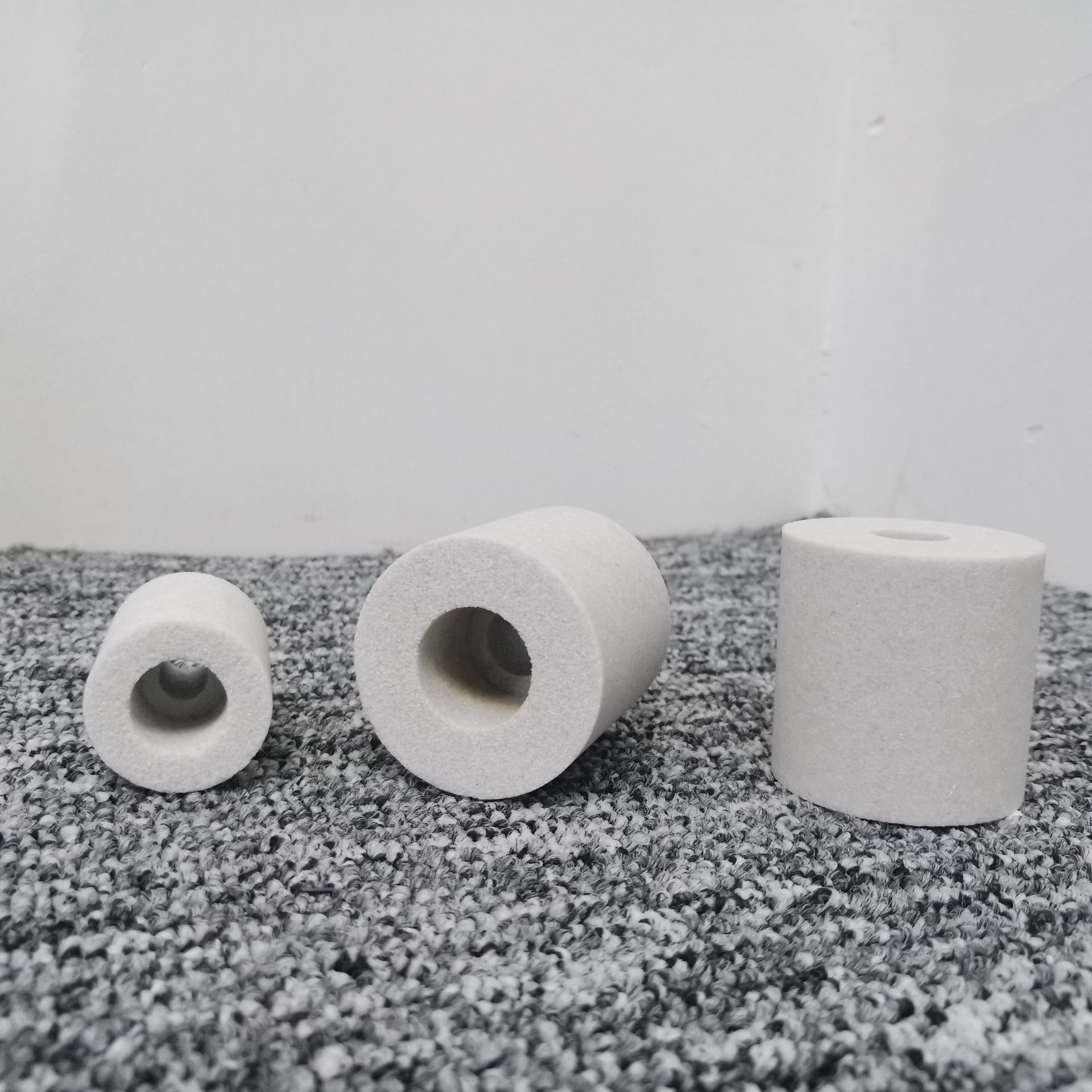
轴承内圆沟道外圈磨削主要是用直径较小的砂轮加工圆锥孔、圆柱孔和孔端面等特殊形状的内孔表面的磨削方法。其加工方式有两种:1.工件不回转,磨头做行星运动,这种方法比较适合加工直径较大的内孔。2.工件和砂轮都做回转运动。而工件回转一般是由机床的工件主轴带动,针对沟道磨削的。一般采取横向进给磨削、行星磨削、纵向进给磨削等对工件进行磨削加工。它与外圆磨削相比,主要有以下特点:
1.内圆磨削的磨头直径受到被磨削内孔的孔径尺寸限制,尺寸比外圆磨削所用的磨具要小得多。而外圆磨削磨具则受限于磨床的安装尺寸,不能超过磨床的外罩。
2.由于内圆磨削用的砂轮直径比较小,所以,在同样的切削线速度的情况下,其转速比外圆磨削高很多,所以,要求使用相应的高速电动机和高寿命的高速轴承。
3.砂轮一般只能采用悬臂式单支承、磨削深长孔时使用接长轴磨具,工艺系统的刚性比外圆磨削差得多。
4.内圆磨削内孔测量空间比较小,测量比较困难,特别是在磨削深孔和小孔时测量更为不便,所以内圆磨削大多采用自动测量仪测量。