



 通过
通过 






树脂研磨石使用方法:
工件形状、研磨设备形状与规格、磨料与工件的比例、磨料的形状与规格、磨料的粒度等与研磨的品质、研磨的时间、研磨的成本都是息息相关的。
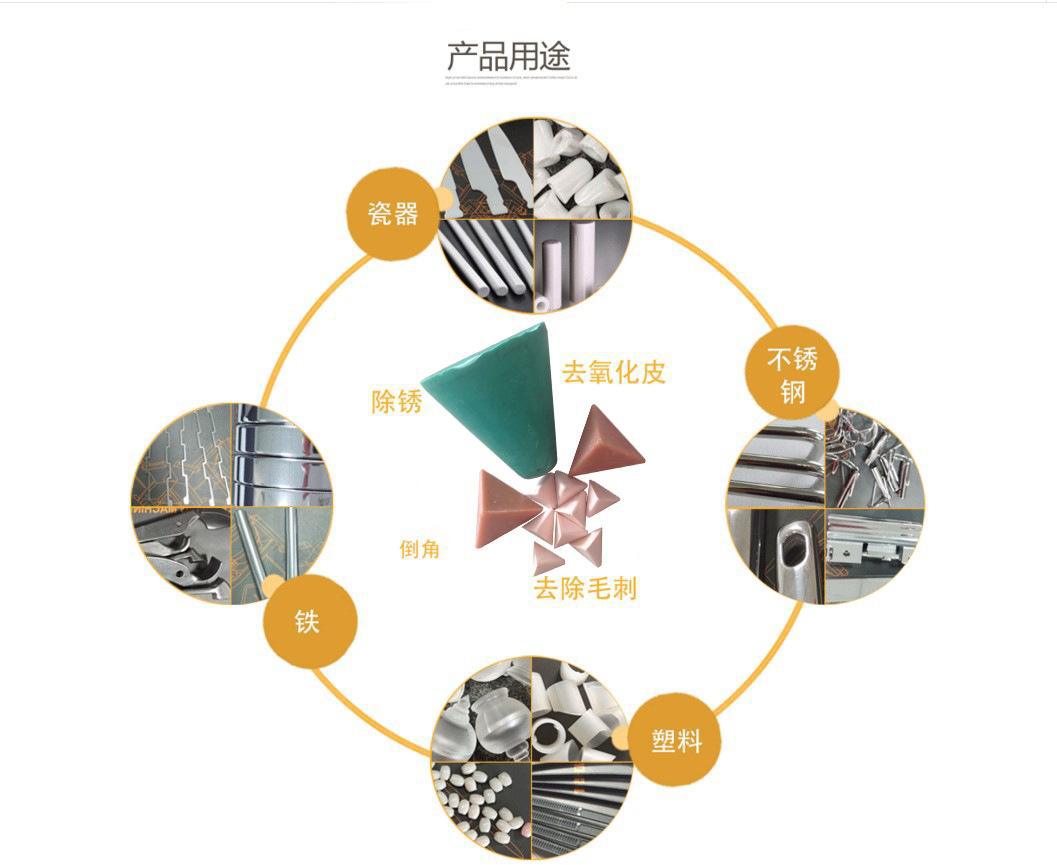
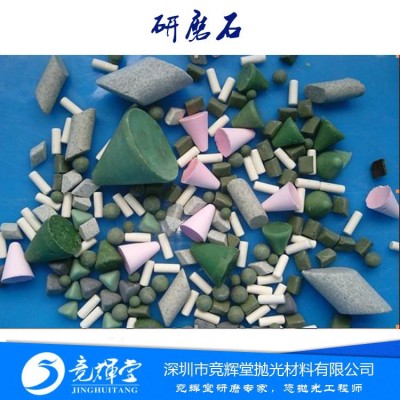
1、圆弧面件 球形、圆柱形、球的半径应小于工件圆弧面半径。 粗抛 精抛 粗抛磨料 磨削效率较高,可去工件粗毛刺、飞边、氧化皮、锈斑、纹痕等。
2、平面较多餐具、刀具 球形、三角形、斜圆柱形、方形工件应大于磨料的一倍左右。粗抛 中精抛 中抛磨用磨料 去除金属、非金属工件小毛刺、飞边、细纹痕等,可加工粗抛后需中抛的工作。

3、刚性较强件 磨具形状不限、磨料尺寸应大于工件、可提高磨削工效、便于分选。粗抛 中精抛 精抛磨光饰用磨 主要用于粗抛磨及中抛磨后需精抛磨的工件和一次性精抛磨的表面光饰。
4、易变形性(薄片薄壁件、细长件) 工件越小,选择磨料尺寸就小,一般用球形、圆柱形、方形。 中抛 精抛 超精抛光饰用磨料 用于金属、非金属工件超精光饰加工。孔、带槽件 需穿孔槽件,磨料以防堵塞,,达到光饰效果。
螺纹件 磨料选择球形、圆锥体形、以防碰伤螺纹及变形
高铝瓷 磨料致密、耐磨,用于各种工件的精抛加工,可提高表面光洁度和光亮度。