




 通过
通过 




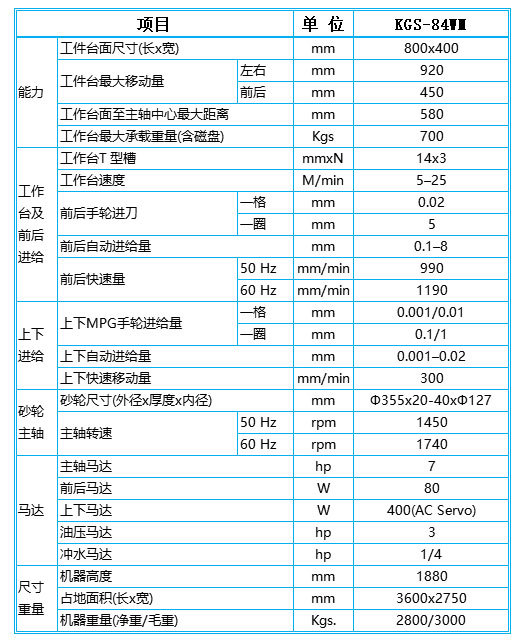
二、 机床电源及使用环境条件
2.1 机床电源要求:
机床电压: 380V±10%
机床功率: 10.3KW
电源频率: 50∕60 HZ±2%
满载电流: 21A
2.2 使用环境条件:
相对湿度: 35~90%R/H(不结露)
环境温度: 0℃∽40℃
空气介质: 无腐蚀性介质
光 线: 充足,通风良好
机床应在上述工作环境下,长期稳定运转。- 3 -
2.3 操作与保养之空间:
KGS-510WM1 机台之尺寸为长 4445mm、宽 2200mm 及高
2400mm,为安全考虑因素以及操作和维修的便利,空间必须
比机台尺寸规格更大。
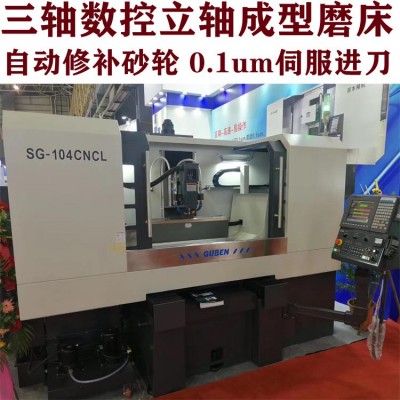
三、产品描述
3.1 平面磨床采用单立柱固定在底座上,立柱前后移动的方式。本方
案定义:主轴磨头体固定在立柱上后上下(Y 向)移动,立柱沿主
机前后(Z 向)移动。工作台在主机座上左右(X 向)移动的结构。
3.2 机台之立柱、主机、机头均采用铸铁铸造。采用三维计算机软
件辅助优化设计,对于结构内部加强筋的配制经过分析,并经应
力消除处理,以粗壮之加强筋强化,提升韧性及防止变型。
3.3 X 轴采用独立液压站与油压缸,推动工作台在主机座上来回移动,
实现 X 轴运动平稳顺畅。使油温的温升对主机的变型不会产生任
何影响。
3.4 Y 轴采用伺服电机通过精密滚珠丝杆,带动磨头在立柱上上下移
动,实现主轴上下进给。
3.5 X 轴 Y 轴 Z 轴导轨及螺杆
3.5.1 X轴采用一平一V式设计,适于重载和成型磨削,工作台之滑轨
面贴覆铁氟龙(Turcite-B),以减少阻尼系数使工作台运行平
稳,经工艺精湛的铲刮工艺手工精密刮花作业处理,配合自
动润滑系统强制润滑,确保精度及耐久性,增长机台使用寿
命。- 4 -
3.5.2 Z 轴滑轨采用一平一 V 式设计,贴 Turcit-B,经手工精密铲刮
确保其顺畅移动。搭配电机通过同步皮带传动精密梯形丝杆。
可保持立柱前后运动的平稳。
3.5.3 Y 轴滑轨采用精密滑动导轨,确保主轴上下运行顺畅及良好的
精度。精密级滚珠螺杆配以三菱伺服马达驱动,刚性高,反映
灵敏,提高传动精度,小进刀精度可以达到 0.001mm。Y 轴
MPG 进刀取代了传统的把手轮进刀,提升了手动上下进刀精
度及方便性,操作更为方便。
3.5.4 Y 轴使用滚珠丝杆, Z 轴使用精密梯形丝杆,并采用循环油循环
润滑螺杆,使丝杆在运动时平稳,并使丝杆达到磨耗。
3.6 主轴组
主轴乃机床的心脏,主轴的精度,是一台机床质量的标志。采用母
公司自制主轴,且皆在母公司的恒温无尘室,透过高精密装备所制
作,并选用厂商高质量及高精密的精选特殊材料,经过严格的
热处理工艺和精密加工,确保主轴在材料上能获得高质量的保证,
弹筒式主轴配合宽大的主轴座,稳定的立柱和大功率主轴马达,切
削功率大,且在精度上亦能有高保持性,主轴内部填封特殊的润滑
脂,并采用独特迷宫型密封防护设计,使主轴长期使用,免予维护。
3.7 自动磨削设置
3.7.1 自动磨削可设置粗磨、精磨、光磨,可直接输入各种磨削方式
的进刀量,进刀次数,及光磨次数。- 5 -
3.7.2 输入总磨削量,粗磨增量,精磨量及精磨增量,无火花行程,
砂轮主轴后退距离。循环结束后,工作台停止,可根据操作人
员的习惯,将主轴和冷却装置设定为继续或停止运行。
3.7.3 设置多种磨削方式,可储存一次磨削循环。
3.8 操控系统
3.8.1 采用日本三菱(Mitsubishi) PLC 控制系统稳定可靠,且控制线路比
一般传统线路少,故障少,易于维护、修改与监测。维修中心
遍布全球,售后服务良好。
3.8.2 LCD 触控屏面板设置
LCD 触控屏,软键式面板,各项研磨条件设定一目了然,触控屏
设置多样磨削方式,操作简单、方便。易学易懂,无需经过专业
的培训,其参数以闪存(Flash RAM)方式记忆储存,没有停电遗失
数据的问题。可通过控制面板上的按钮设定前后进给;前后进给
粗磨、精磨时可设定多种进给增量。
3.9 润滑
采用强制式循环润滑装置,一方面可自动并完全润滑整部机器,另
一方面也可避免润滑油过多,可节省润滑油之不必要支出。
3.10 液压装置
油压箱标配风冷却机,散发液压油的热量,使油压温度变化小,
对机台的热变形影响小。油箱标配有防尘罩,防止灰尘,油雾等
杂质对液压组件污染,延长液压组件的工作寿命。 - 6 -
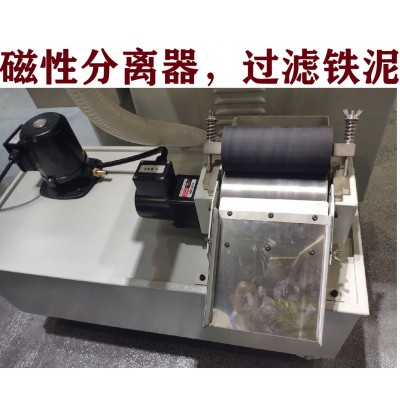
3.11 除屑
选配配磁性分离器,使客户减少更换切削水的时间。
3.12 机床防护
标配船型防溅板和后大墙板,根据需要,使工作台内切削液不会飞
溅到工作台外面。- 7 -
四、标准附件及随机技术文件
4.1 标准附件:
1.砂轮平衡台 一套
2.砂轮与法兰 一套
3.钻石修整器 一套
4.电磁吸盘 一套
5.砂轮平衡棒 一套
6.脚垫盘及脚螺丝 一套
7.工具扳手 一套
8.工具箱 一套
4.2 随机技术文件:
1.机床操作说明书 1 份
2.电器线路图 1 份
3.机床零件清册 1 份
4.机床精度检验证书(含出厂验收合格证书) 1 份
4.3 易损件清单:
1.前后皮带
2.指示灯泡
3.工作灯泡
4.砂轮
五、主要用途
本机床主要是用砂轮周边磨削钢料、铸铁及有色金属等各种材
料。根据工件材料、形状,可采用不同的装夹、定位方法。一般平
面,可以采用电磁吸盘或直接紧固于工作台上进行磨削加工;平面、
直角面、任意角度、圆柱端面等,可在夹具上进行磨削加工(夹具
客户自制)