






 通过
通过 




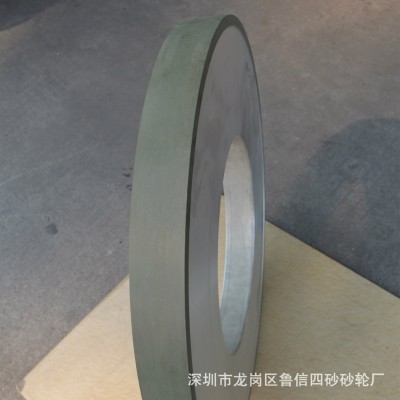
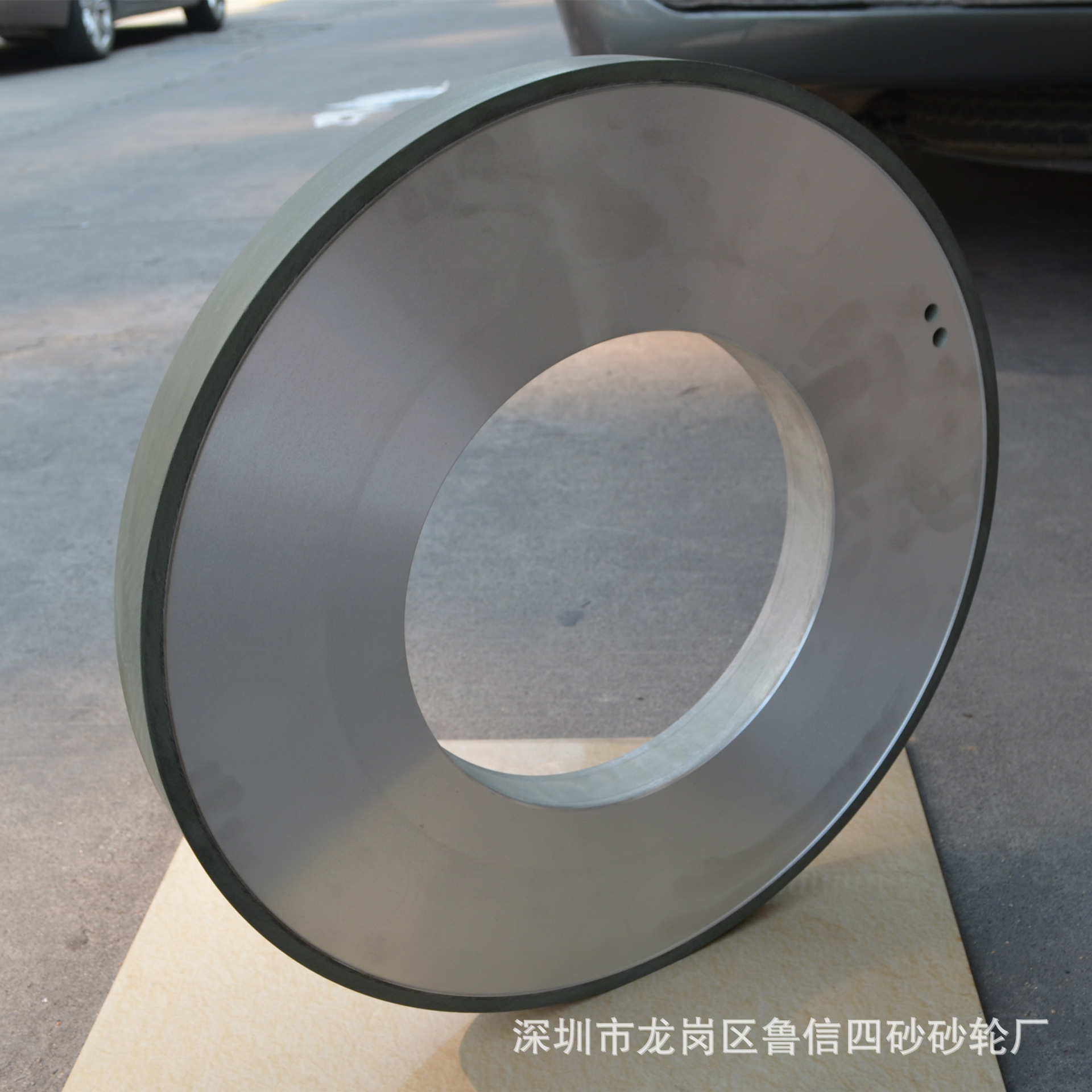
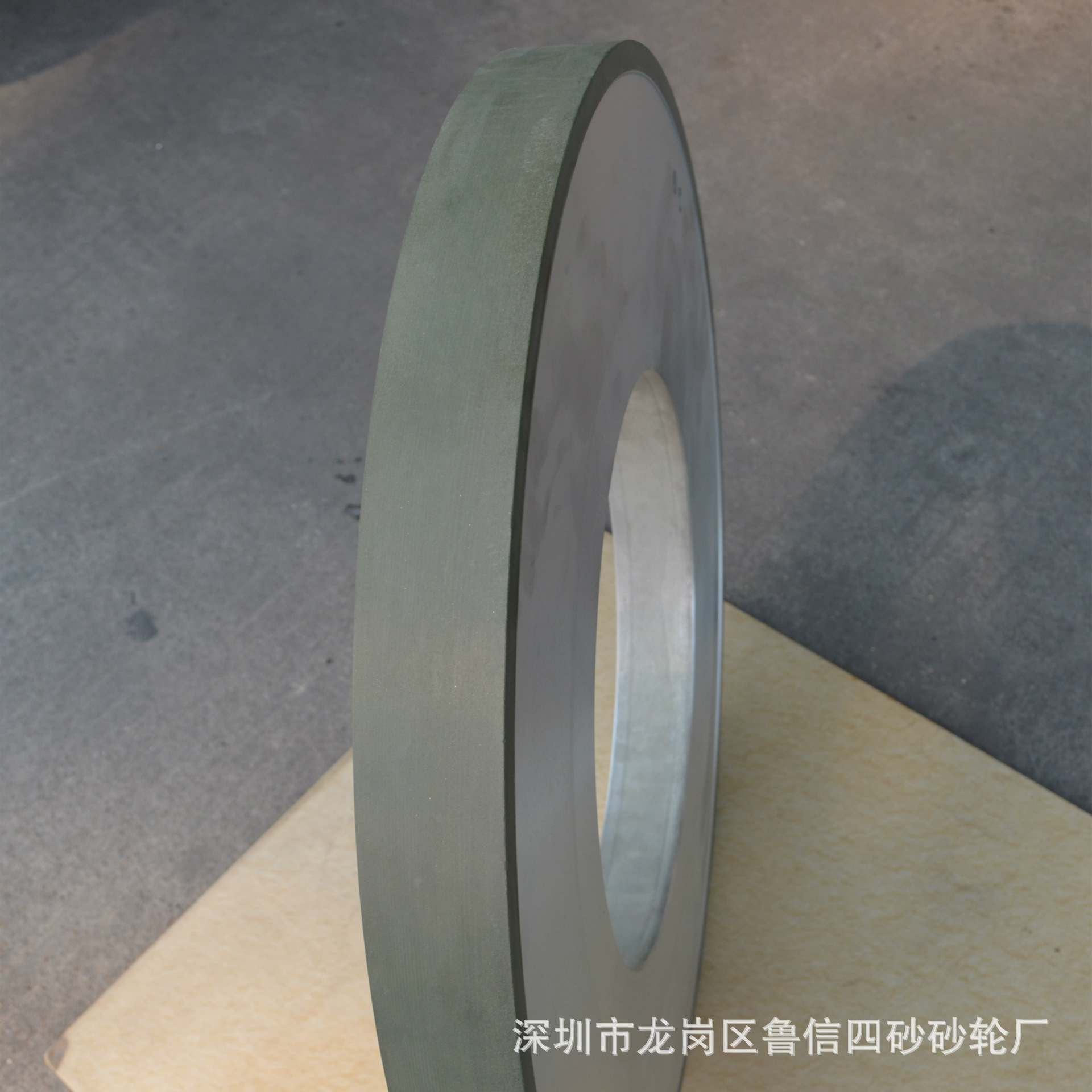
产品介绍
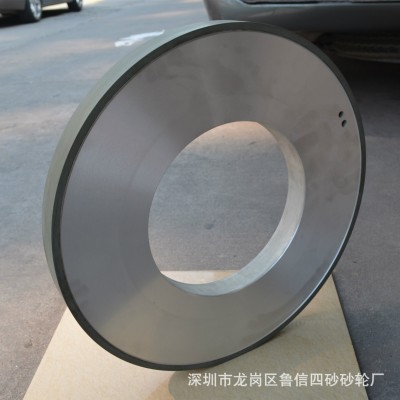
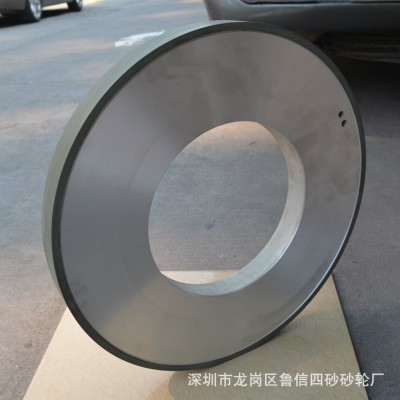
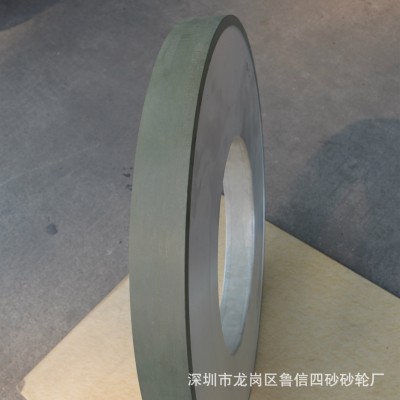
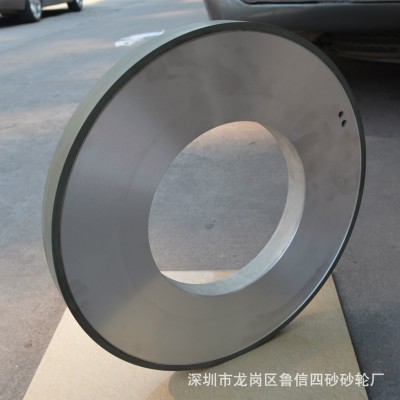
四砂泰山磨具-CBN砂轮
外径:125~750mm
厚度:20~100mm
孔径:20~305mm
材料:立方氮化硼
粒度:180~600#
硬度:视实际使用情况而定
用途:主要用于超硬材料精密磨削。
非标尺寸可根据客户要求定制,提供专业方案,解决客户研磨难题,欢迎来电咨询!
产品实拍图:
附:
砂轮的正确安装
1、安装前应仔细检查砂轮是否有裂纹,并用木锤敲击砂轮,听其是否有哑声,若发现有裂纹或哑声严禁安装使用。
2、砂轮安装前应检查砂轮表面所标示的最高使用线速度是否与磨床主轴转速相匹配,严禁超速使用。
3、在安装砂轮时,应使用卡盘紧固,两卡盘外径尺寸必须相等,两卡盘与砂轮端面之间应放上弹性材料制成的厚度为1-1.5mm的石棉垫、橡胶垫或纸垫。并在卡盘圆周围外部伸露1mm以上。
4、在安装砂轮前应清除卡盘端面上的污物,检查垫圈是否完整、有无折叠等并清理砂轮孔附近表面可能附着的污物及沙粒。
5、砂轮孔径和机床主轴的配合松紧要适当,过紧容易造成砂轮破裂,缝隙过大易造成不平衡或砂轮破裂。
6、在一主轴上安装多片砂轮时,砂轮接触面间不可有支点;两砂轮之间允许垫有0.8-1mm的弹性垫圈,垫圈直径大小应和卡盘的垫圈相等。
7、紧固砂轮时,应使用专用手动螺母扳手,严禁使用补充夹具或敲打工具,在压紧螺钉时应按对角顺序旋紧,旋紧力要均匀。紧固时应注意螺母或螺钉的松紧程度,压紧到足以带动砂轮而不产生滑动的程度为宜,防止压紧力过大造成砂轮破损。
8、外径为150mm及以上砂轮,装上卡盘后应进行静平衡,在安装到磨床上进行修整,修整后应进行再次静平衡方可使用。
砂轮的安全使用
1、在开动磨床前,应检查机床防护装置及各种动作的复位开关是否调整到位且牢固。
2、使用的防护罩应至少罩住砂轮直径的一半。
3、砂轮安装到磨床主轴后,必须进行空转,空转的时间不少于5分钟。
4、不是专门使用端面工作的砂轮,禁止使用砂轮端面进行磨削。
5、在进行磨削加工时,禁止使用杠杆推压工件来增加对砂轮的压力。
6、磨削加工或修整砂轮时,吃刀量要适当,吃刀量过大易造成砂轮破碎或机床的损害。要使用专门的修整工具来修整砂轮。
7、在砂轮停止转动前将冷却液关闭,以免影响砂轮的平衡性能。
8、禁止使用对磨具结合剂有破坏性的磨削液。

















